 深圳市晉力達電子設備有限公司
深圳市晉力達電子設備有限公司
18年專注高性能回流焊、波峰焊研發生產廠家
18年專注高性能回流焊、波峰焊研發生產廠家
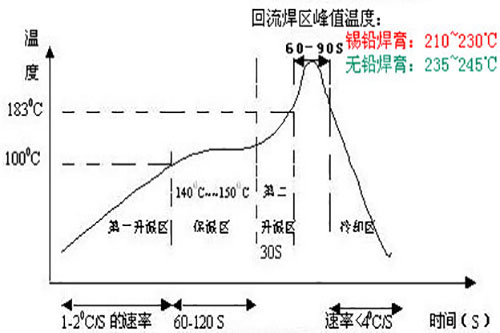
1.預熱區:溫度從室溫到150℃,升溫速率控制在2℃/s左右,溫度區持續60 ~ 150 s。 2.均溫區:溫度從150℃平穩緩慢上升到200℃,升溫速率小于1℃/s,在此區域的時間控制在60~120s(注意:此區域一定要緩慢加熱,否則容易導致焊接不良)。
Read more +
焊接溫度是影響焊接質量的一個重要的工藝參數。焊接溫度過低時,焊料的擴展率、潤濕性能變差,使焊盤或元器件焊端由于不能充分的潤濕,從而產生虛焊、拉尖、橋接等缺陷;焊接溫度過高時,則加速了焊盤、元器件引腳及焊料的氧化,易產生虛...
Read more +
工藝不同:波峰焊要先噴助焊劑,再經過預熱,焊接,冷卻區。回流焊經過預熱區,回流區,冷卻區。另外,波峰焊適用于手插板和點膠板,而且要求所有元件要耐熱,過波表面不可以有曾經SMT錫膏的元件,SMT錫膏的板子就只可以過回流焊,...
Read more +
波峰焊如果機器工作時間過長不保養會導致螺絲松動,齒輪錐緊度差,鏈條速度慢,傳動軸生銹導致軌道變形,導致掉板卡死,爐后顯示質量差,軌道水平變形等。發熱管部分:如果發熱管長期不保養不更換氣管受熱溫度不均勻,發熱管老化開裂。如果...
Read more +
總部地址:廣東省深圳市寶安區沙井街道莊村路52號

