

波峰焊溫度設定的標準是多少
發(fā)布時間:2022-05-30 瀏覽:次 責任編輯:晉力達
波峰焊溫度指的是預熱溫度和焊接溫度,也與焊接產(chǎn)品有關,需要根據(jù)焊接產(chǎn)品進行調(diào)整。下面跟著晉力達廠家來看波峰焊溫度設定標準是多少;

波峰焊溫度設定的標準:
波峰焊運輸速度0.8m/mim ~ 1.8m/min;
波峰焊預熱溫度:80℃~150℃,預熱時間:40S-100S
波峰焊錫爐溫度250℃~280℃,焊接時間2S—8S。
1、當波峰焊上監(jiān)視器的實際溫度與設定溫度相差5℃以上(不含5℃)時,為異常,此時不能使用波峰焊,需排查是否為電器故障或發(fā)熱管故障。
2、設定溫度與第三方測溫儀測試錫爐測溫探針同位置同深度的溫度時,相差5℃以上,為異常,需排查是錫爐測溫線或其他故障。
3、當?shù)谌綔y溫儀測試波峰噴口噴錫位置與錫爐內(nèi)四周任意測溫點位置溫差超過5℃以上時,為異常,需排查是錫爐發(fā)熱管壞或電器故障。
其余波峰焊參數(shù)設置:
運輸角度為5 -8度;
氣壓設定在4-7MPA;
噴霧流量10-40ML/MIN(跟進產(chǎn)品寬度/鏈速/助焊劑活性/焊接透錫度/助焊劑廠家助焊劑活性差異,以實際焊接滿足為準,能少則少);
噴嘴針閥壓力為4 ~ 6MPA(注意低氣壓將導致噴嘴頂針不能完成開水/關水動作);
溫度曲線參考下圖:
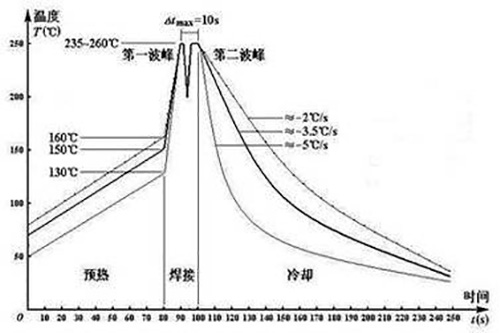
波峰焊預熱溫度的作用:
預熱的作用是使助焊劑中的溶劑充分揮發(fā),避免印制板通過焊料時潤濕印制板,形成焊點;使印制板在焊接前達到一定的溫度,以免熱沖擊造成翹曲變形。
波峰焊焊接溫度的重要作用:
波峰焊焊接溫度是影響焊接質(zhì)量的重要工藝參數(shù)。當焊接溫度過低時,焊料的膨脹率和潤濕性能會變差,焊盤或元器件的焊接端得不到充分潤濕,產(chǎn)生虛焊、尖焊、橋接等缺陷。焊接溫度過高,加速焊盤、元器件引腳、焊料的氧化,容易產(chǎn)生虛焊。
