

小型波峰焊拉尖形成原因及解決辦法
發(fā)布時間:2020-01-10 瀏覽:次 責任編輯:晉力達
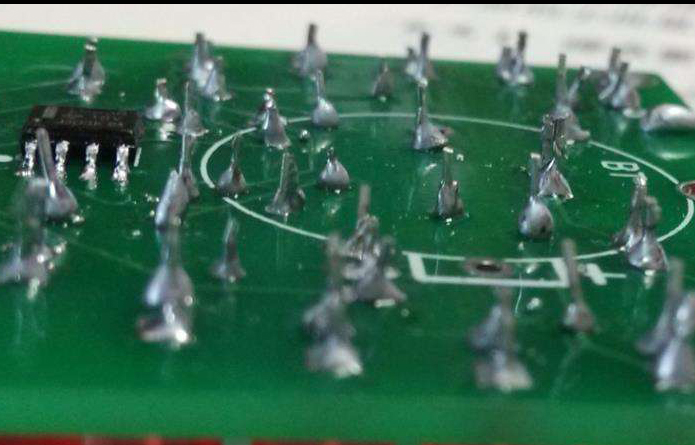
一、小型波峰焊拉現(xiàn)象
波峰焊接后在元器件和零件腳端或焊點上發(fā)現(xiàn)有呈鐘乳石狀或冰柱狀的鉛料,這種稱為拉尖
拉尖大多發(fā)生在PCB銅箔電路的終端。PCB經(jīng)過波峰時,PCB上的液態(tài)料下墜受到限制時就會出現(xiàn)此現(xiàn)象。在高頻、高壓電路中,尤其需要注意此類缺陷的危害。

二、波峰焊接拉尖形成原因
①基板的可焊性差,焊盤氧化、污染。
②波峰焊噴涂助焊劑用量少。
③預熱不當、基板翹曲。
④鉛料槽溫度低。
⑤夾送速度不合適、焊接時間過短或過長。
⑥PCB壓波深度過大。
⑦銅箔面太大。
⑧助焊劑選用不合適或變質失效。
⑨波峰焊里鉛料純度變差,雜質容量超標。
⑩夾送傾角不合適。PCB退出波峰后冷卻風角度不可朝鉛料槽方向吹,以避免鉛料急冷,多余鉛料無法被重力和內(nèi)聚力拉回鉛料槽。
在波峰焊接時,從拉尖的形狀大致可以知道鉛料槽的溫度及夾送速度是否合適。當拉尖有金屬光澤且呈細尖狀時,不是鉛料槽的溫度低就是夾送速度過快;而當。拉尖呈圓、短、粗而無光澤狀態(tài)時,原因正好與上完全相反
三、波峰焊接拉尖解決辦法
1.凈化被焊表面。
2.調整和優(yōu)選助焊劑。
3.合理選擇預熱溫度。
4.調整波峰焊鉛料槽溫度。
5.調整夾送速度。
6.調整波峰高度(或壓波深度)
7.波峰焊鉛料槽中銅含量應控制在0.3%以下。
8.基板上的大銅箔面,可用阻焊膜(綠油)將大銅箔面分隔成尺寸約為3mm×10mm的區(qū)塊來改善。
如需咨詢了解更多波峰焊資訊請聯(lián)系>>>>晉力達售后客服<<<<
