

波峰焊接的溫度控制是多少?
發布時間:2022-06-07 瀏覽:次 責任編輯:晉力達
波峰焊接質量好壞的關鍵在于波峰焊的溫度控制,下面晉力達在這里與大家分享一下波峰焊接的溫度控制是多少?

標準波峰焊溫度曲線必須滿足以下條件:
1: 預熱區PCB板底溫度范圍為﹕90-120oC
2: 焊接時錫點溫度范圍為﹕250+5℃
3. CHIP與WAVE間溫度不能低于180℃
4. PCB浸錫時間:2--5sec
5. PCB板底預熱溫度升溫斜率≦5oC/S
6. PCB板在出爐口的溫度控制在100度以下。
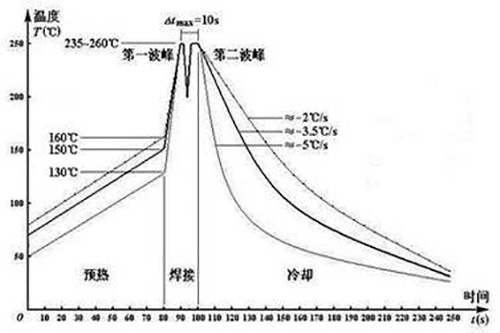
波峰焊的溫度曲線
波峰焊預熱的溫度作用:
預熱的作用是使助焊劑中的溶劑充分揮發,以免印制板通過焊錫時,影響印制板的潤濕和焊點的形成;使印制板在焊接前達到一定溫度,以免受到熱沖擊產生翹曲變形。一般預熱溫度控制在180~ 200℃,預熱時間1 ~ 3分鐘。
波峰焊接溫度的影響:
波峰焊接溫度是影響焊接質量的一個重要的工藝參數。當焊接溫度過低時,焊料的擴展率、潤濕性能變差,由于焊盤或元器件焊端不能充分的潤濕,從而產生虛焊、拉尖、橋接等缺陷;當焊接溫度過高時,則加速了焊盤、元器件引腳及焊料的氧化,易產生虛焊。焊接溫度應控制在250+5℃。
關于以上解答文章,如果您還有其它疑問可以咨詢我們晉力達,我們有專業的工程師為您解答;
