 深圳市晉力達電子設備有限公司
深圳市晉力達電子設備有限公司
18年專注高性能回流焊、波峰焊研發(fā)生產廠家
18年專注高性能回流焊、波峰焊研發(fā)生產廠家

無鉛波峰焊焊接時波峰焊爐的預熱溫度應高于錫/鉛合金的回流溫度。傳統的預熱溫度為140 ~ 160℃,高出30℃左右,即在170 ~ 190℃之間。提高波峰焊預熱區(qū)溫度的目的是降低峰值溫度。
Read more +
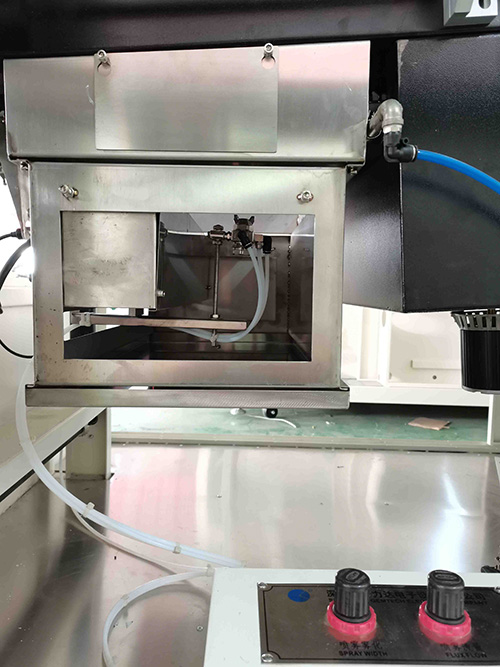
先檢查是否有氣壓,將氣壓調到相應的位置,拔掉噴嘴上的助焊劑接頭,看是否有助焊劑流出。如果管道中有空氣,排出管道中的空氣,并松開噴嘴的底蓋。
Read more +

總部地址:廣東省深圳市寶安區(qū)沙井街道莊村路52號

